🧾Announcement: Tariff-Free Shipping Now Available!
Dear Valued Customer,
We’re thrilled to introduce our new 🌍 “Tariff-Free” shipping option, specially designed to help customers in the 🇺🇸 United States, 🇪🇺 European Union, and many other countries save on customs duties — with no extra shipping costs!
✅ Key Benefits:
No order value or weight limit — we’ll handle everything
For large orders, we may split your shipment into multiple parcels for smooth customs clearance
No extra fee
No duties/tariffs charged in most cases
Fast and reliable delivery: 4–7 business days
💡 This method significantly reduces your customs costs. In the rare event of a customs inspection, we’ll cover or refund any duty fees charged 💵 — no risk on your side.
🔎 Important Note: If your order is too large to be split effectively, we will contact you directly to suggest alternative shipping options and refund any cost difference. Our goal is always to find the most cost-efficient and compliant solution for your delivery.
🛒 Simply choose “Tariff-Free” at checkout — it’s the most efficient and cost-saving way to ship to the U.S., Europe, and beyond!
The findings are particularly beneficial on challenging materials for LPBF such as copper, silver and tungsten.
In a study published on ScienceAdvances, US researchers from Stanford Nano Shared Facilities (SNSF) and Lawrence Livermore National Laboratory (LLNL), with support from the National Science Foundation and the US Department of Energy, have demonstrated the high absorptivity benefits of nanotextured powders in LPBF of challenging metals such as copper, silver and tungsten.
Metal additive manufacturing (AM) is a revolutionary process, but printing metals like copper, silver, and tungsten is challenging due to their high reflectivity. These metals do not absorb enough laser energy during Laser Powder Bed Fusion (LPBF), leading to inefficient energy use, poor part quality, and high power requirements. However, a new process using nanotextured metal powders can overcome these challenges by significantly enhancing powder absorptivity and improving the efficiency of additive manufacturing.
Experimental and simulated absorptivity enhancement in textured powder. (A) Representative time versus temperature data from calorimetry experiments performed at 175 W and 656 mm/s. Data show an increase in peak substrate temperature in etched powder relative to as-purchased powders. Inset shows in situ calorimetry experimental setup. (B) Effective absorptivity in as-purchased (blue) and etched copper powders at a laser power of 175 W and two speeds, 100 and 656 mm/s, showing an increase in effective absorptivity of etched powder relative to as-purchased copper powders at both scan speeds. Similar results were shown for AgCu and W as-purchased and etched powders. (C) Sample particle cross-section used for EM simulations. (D) Normalized magnetic field and (E) electric field intensities showing localized fields in surface grooves. (F) Representative simulation domain for ray tracing calculations. The colors of the rays represent the number of reflections of each ray, where incident rays are assigned a value of 0. The red spots on the powder particle surfaces indicate regions of enhanced absorptivity, covering a surface area fraction ϕ. (G) Absorptivity map from ray tracing simulations of bimodally distributed Cu powder diameter. Dashed lines are iso-absorptivity contours corresponding to the measured absorptivity of Cu powders at 656 mm/s. (H) Simulation results show that absorptivity improves faster in bimodally distributed powders than in uniformly distributed powder. The absorptivity is normalized by the respective values at ϕ = 0 for each powder distribution.
Metals like copper and silver reflect a large portion of laser energy, which reduces heat localization needed for proper fusion. Refractory metals, such as tungsten, have high melting points and thermal conductivities, leading to cracking during cooling. Attempts to print these metals often involve increasing laser power or adding alloying elements. However, these methods are costly, reduce material properties, and can damage printing equipment.
What are nanotextured powders?
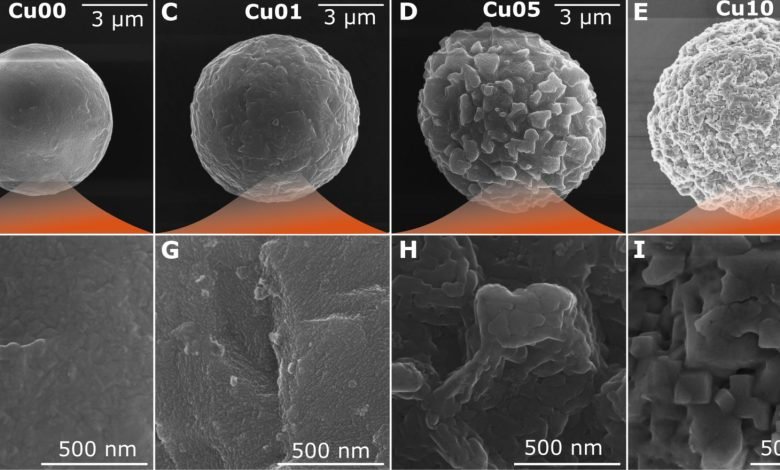
Nanotextured powders are metal powders modified with nanoscale grooves on their surface. These grooves, created using chemical etching, increase the surface area and enhance the interaction between the laser and the powder. This leads to significantly higher laser energy absorption without altering the material’s chemical composition.
The etching process involves submerging metal powders in a solution that creates nanoscale features on their surface. For example, copper powders were etched using a ferric chloride (FeCl₃) solution, which produced powders with different levels of surface roughness based on the etching time. The enhanced absorptivity of the nanotextured powders results from two main factors. One is Plasmonic Resonance: the nanoscale grooves concentrate light energy, resulting in localized heating and higher absorption. The other is Multiple Scattering Events: here the textured surface causes multiple reflections of laser energy, increasing overall absorption.
Benefits of nanotextured powders in AM
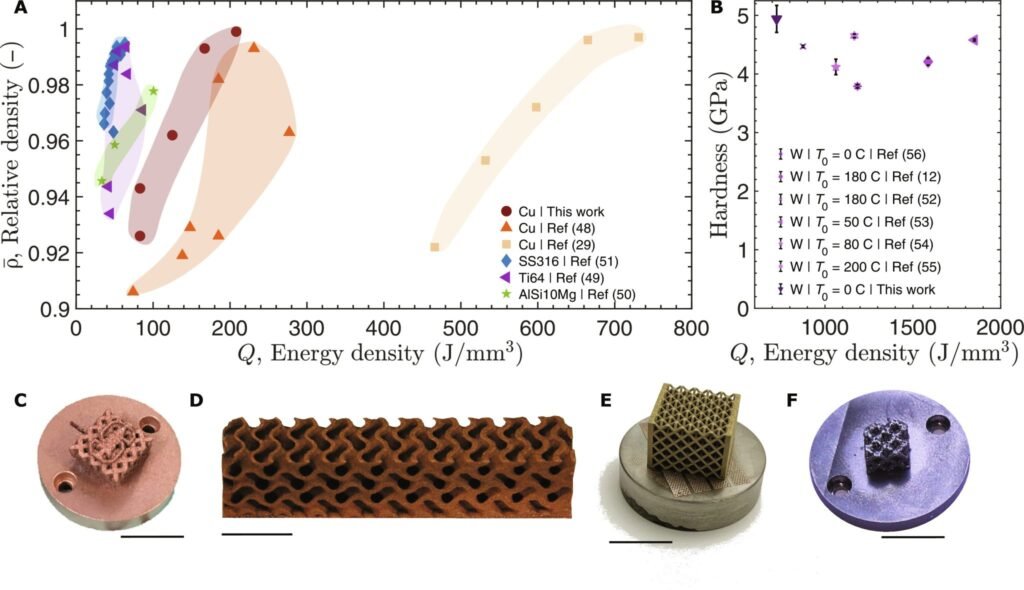
Nanotextured powders enable the printing of metals like copper and tungsten at significantly lower energy densities. For example, pure copper was printed at a 92% relative density using just 83 J/mm³ of energy, which is much lower than traditional methods.
At lower laser powers, the enhanced absorptivity of nanotextured powders leads to improved part quality with fewer defects. This process also minimizes the need for post-processing, making it more cost-effective.
Low energy density printing of copper and exemplary structures using textured powders. (A) Readily printable materials such as SS316, Ti64, and Al alloys are printable with full relative densities ( ρ 0.99) using low energy densities (Q≤ 80 J/mm3). We demonstrate the ability to push the processing conditions of copper to lower energy densities, relative to previous works, using high absorptive Cu05. Shaded areas show qualitative grouping of data. (B) Indentation hardness of tungsten cylinder prints contextualized in energy density. The nanotextured W prints result in a hardness of ~5 GPa, a value similar to other measurements of additively manufactured pure W, but without the need to preheat powders up to 200 C (see legend). (C and D) Printing of an octet lattice and a triply periodic minimal surface using Cu05 powders at 87 J/mm3. (E) Octet AgCu printed at 400 J/mm3. (F) Octet W structure printed using W01 at 725 J/mm3. Scale bars, 10 mm.
This method has been successfully applied to copper, silver-copper alloys, and tungsten, demonstrating its versatility for a wide range of high-reflectivity and refractory metals.
With nanotextured copper powders, the researchers achieved high-density parts at energy levels significantly lower than traditional methods. At 100 W and 300 mm/s, a relative density of 92.6% was reached, compared to 85.6% for non-textured powders. For tungsten, the nanotextured powders enabled successful printing at lower laser powers, resulting in high-density parts and improved mechanical properties. This marks a breakthrough in printing refractory metals.
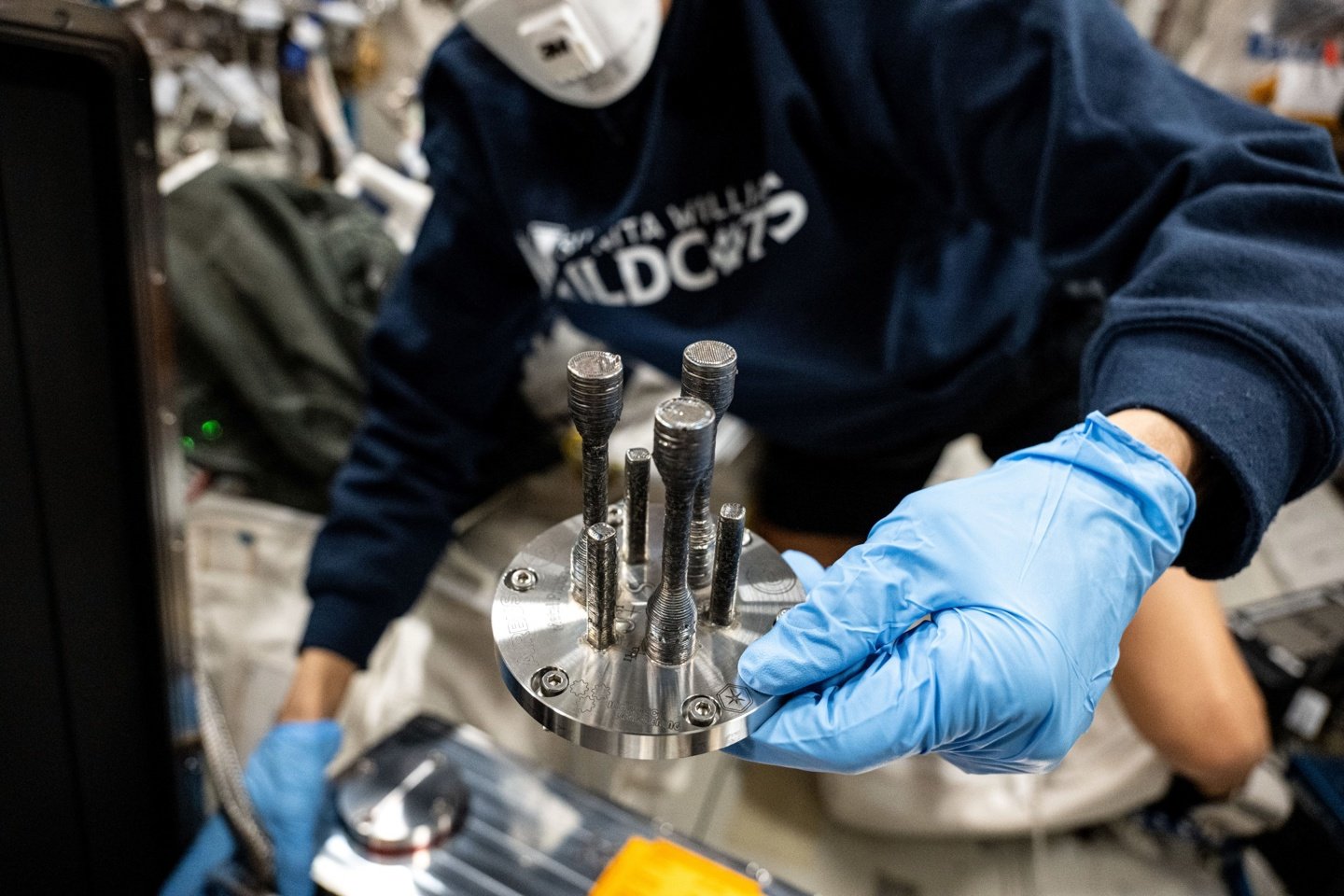
On August 6, the European Space Agency (ESA) announced a significant milestone: the successful 3D printing of metal components in the microgravity environment of the International Space Station (ISS). This achievement is set to enhance equipment customization for future Earth-Moon and Earth-Mars missions. While plastic 3D printers have been used in space before, metal offers superior properties and a broader range of applications.
The world’s largest 3D printed housing community, located in Wolf Ranch, Georgetown, Texas, is nearing completion. Powered by ICON’s massive Vulcan 3D printer, the project will deliver 100 homes, highlighting the efficiency, sustainability, and resilience of 3D printing in construction. With walls that can withstand extreme weather, reduced material waste, and faster build times, this project redefines modern housing. ICON’s ambitions extend beyond Earth, as they partner with NASA to develop construction systems for future lunar habitats.
The Aerospace Technology Institute (ATI), in partnership with the Manufacturing Technology Centre (MTC), has released a new strategy and roadmap aiming to transform additive manufacturing (AM) in the UK aerospace sector by 2028. This initiative seeks to significantly increase the use of AM in civil aerospace, preparing the industry for a £10 billion market by 2033, while addressing key challenges and accelerating the adoption of AM technologies.